Array ( [id_product] => 2492 [id_supplier] => 0 [id_manufacturer] => 10 [id_category_default] => 262 [id_shop_default] => 1 [id_tax_rules_group] => 1 [on_sale] => 0 [online_only] => 0 [ean13] => [upc] => 305039 [ecotax] => 0.000000 [quantity] => 0 [minimal_quantity] => 1 [price] => 67.87 [wholesale_price] => 9.810000 [unity] => szt. [unit_price_ratio] => 1.000000 [additional_shipping_cost] => 0.00 [reference] => 1TRFD305039 [supplier_reference] => 305039 [location] => [width] => 0.000000 [height] => 0.000000 [depth] => 0.000000 [weight] => 0.000000 [out_of_stock] => 1 [quantity_discount] => 0 [customizable] => 0 [uploadable_files] => 0 [text_fields] => 0 [active] => 1 [redirect_type] => 404 [id_product_redirected] => 0 [available_for_order] => 1 [available_date] => 0000-00-00 [condition] => new [show_price] => 1 [indexed] => 1 [visibility] => both [cache_is_pack] => 0 [cache_has_attachments] => 0 [is_virtual] => 0 [cache_default_attribute] => 0 [date_add] => 2020-09-04 14:31:07 [date_upd] => 2022-11-04 13:39:24 [advanced_stock_management] => 0 [pack_stock_type] => 3 [id_shop] => 1 [description] =>
Frez węglikowy kulisty KUD HF D 12,7x11x6x56 Top Line Rhodius
1) Opis produktu
Kształt: D, kula z trzpieniem mocującym 6mm
Kod producenta: 305039
Wymiary mm: 12,7x11x6x56
średnica x wysokość x mocowanie x długość całkowita
Forma D (KUD). Kształt kula. Frez węglikowy (frez trzpieniowy) ze stopu twardego.
Wysokiej jakości węglikowy frez obrotowy z najwyższej serii produktów firmy RHODIUS. Frez węglikowy KUD został wykonany z twardego stopu na nowoczesnej i dokładnej maszynie CNC. Frez został połączony lutem gwarantującym trwałość połączenia. Właściwe dobranie geometrii ostrza oraz rodzaju zębów w połączeniu z optymalnie dobranymi obrotami pozwana na uzyskanie bardzo wysokiej wydajności oraz dokładności skrawania.
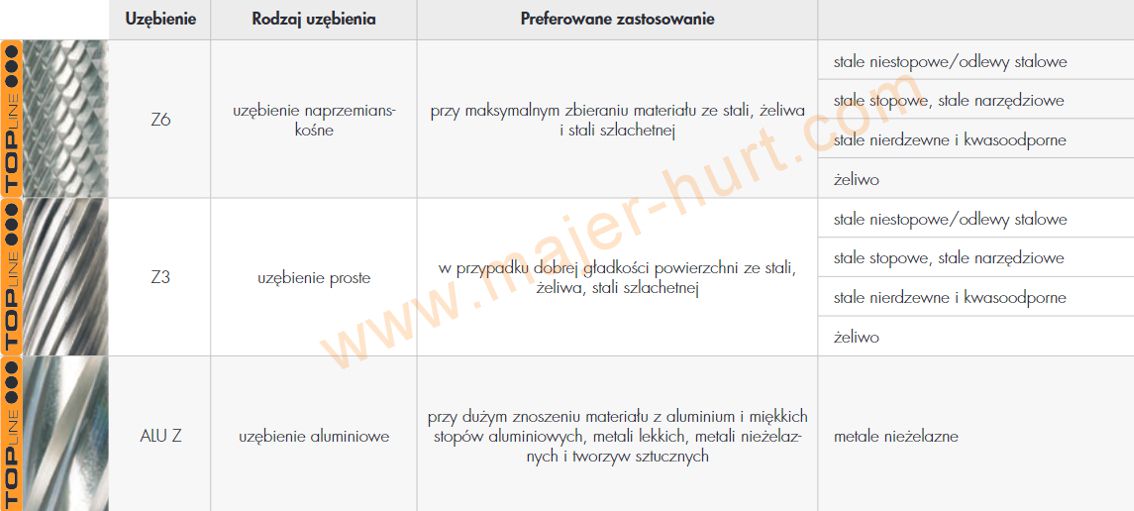
Uzębienie Z6 – uzębienie naprzemianskośne do maksymalnie wydajnej pracy i szybkiego skrawania
2) Przeznaczenie produktu
Frez węglikowy firmy RHODIUS przeznaczony jest do precyzyjnej obróbki miejsc trudno dostępnych z użyciem szlifierek prostych. Im twardszy materiał obrabiamy tym drobniejsze uzębienie powinno zostać zastosowane.
Frezy do usuwania naddatku z:
• spoin spawalniczych
• fazowania
• frezowania spawów
• krawędzi
• boków
• narożników
• pachwin i płaszczyzn
• do usuwania zadziorów i korozji
3) Materiały
Frezy węglikowe bardzo dobrze nadają się do obróbki:
• stali nierdzewnej i kwasoodpornej
• stali narzędziowych
• stali stopowych i niestopowych
• odlewów stalowych
• żeliwa
• staliwa
Przed przystąpieniem do pracy należy zapoznać się z tabelą obrotów dostosowaną do rodzaju materiałów, która znajduję się poniżej. Zbyt niskie obroty mogą powodować nierówną pracę i narażać fez na złamanie.
| Materiały | Zalecana prędkość robocza (m/min) |
| stale niestopowe / odlewy stalowe | 450-600 |
| stale stopowe, stale narzędziowe | 250-350 |
| stal nierdzewna i kwasoodporna | 250-350 |
| żeliwo | 450-600 |
4) Sposób pakowania
Trzpienie frezarskie firmy Rhodius pakowane są pojedynczo w zamykanych pojedynczych opakowaniach producenta. Zapoznaj się również z frezami węglikowymi o uzębieniu Z3!
[description_short] => [link_rewrite] => pilnik-obrotowy-z6-kud-127x11x6x56-top-rhodius [meta_description] => Frez węglikowy o kształcie kuli wykonany z twardych stopów. Uzębienie naprzemienne Z6. Wysoka jakość i wydajność produktu firmy RHODIUS [meta_keywords] => [meta_title] => Frez węglikowy kula Z6 KUD 12,7x11x6x56 HF D TOP RHODIUS [name] => Frez węglikowy Z6 KUD 12,7x11x6x56 kształt D (kula) TOP Line RHODIUS [available_now] => [available_later] => Towar na zamówienie (termin realizacji ok 7 dni roboczych) [id_image] => 2492-6285 [legend] => Frez węglikowy Z6 KUD kula 12,7x11x6x56 TOP RHODIUS [new] => 0 [id_product_attribute] => 0 [allow_oosp] => 1 [category] => rhodius-artykuly-scierne [link] => https://www.sklep.majer-hurt.com/pl/rhodius-artykuly-scierne/2492-pilnik-obrotowy-z6-kud-127x11x6x56-top-rhodius.html [attribute_price] => 0 [price_tax_exc] => 55.178049 [price_without_reduction] => 75.41 [price_without_reduction_tax_exc] => 61.31 [price_without_reduction_tax_inc] => 75.41 [reduction] => 6.130894 [reduction_alt] => 7.541 [specific_prices] => Array ( [id_specific_price] => 106632 [id_specific_price_rule] => 25 [id_cart] => 0 [id_product] => 2492 [id_shop] => 1 [id_shop_group] => 0 [id_currency] => 0 [id_country] => 0 [id_group] => 0 [id_customer] => 0 [id_product_attribute] => 0 [price] => -1.000000 [from_quantity] => 1 [reduction] => 0.100000 [reduction_tax] => 0 [reduction_type] => percentage [from] => 0000-00-00 00:00:00 [to] => 0000-00-00 00:00:00 [score] => 48 )[quantity_all_versions] => 0 [features] => Array ( [0] => Array ( [name] => Średnica [value] => 12 mm [id_feature] => 9 ))[attachments] => Array ( )[virtual] => 0 [pack] => 0 [packItems] => Array ( )[nopackprice] => 0 [customization_required] => [rate] => 23 [tax_name] => PTU PL 23% ) 1
 TOP Line RHODIUS") -10%
-10%



 DO STALI NIERDZEWNEJ
DO STALI NIERDZEWNEJ